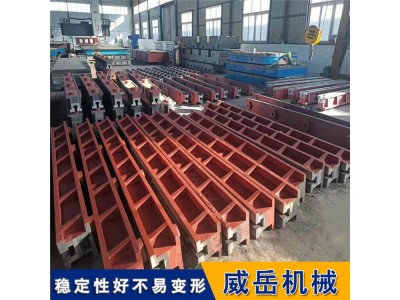



铸铁地轨台面有铸铁、钢结构件、加工件、模块化组件组合而成。其性能稳定,如使用不当造成部件损坏时,也不用报废整张铸铁地轨,只要少的成本可以换单个部件。
铸铁地轨采用灰铁应先去掉铸铁件内应力退火规范:铸件缓慢(50-100℃/h)加热到弹塑性转变温度以上(550-600℃),保温一定时间后缓冷(20-30℃/h).保温过程中内应力而释放。缓慢加热、冷是为了避免铸铁地轨产生新的应力。600℃保温可去掉85-90参与内应力,但会使部分共析渗碳体分或球化。灰铸铁保温温度选在550-570℃比较合适,含有较多合金的铸件,铸铁地轨塑性变形温度区提高,因此一般提高退火温度至60
铸铁地轨技术须不断提高才能满足客户日益提高的要求,基本上要求球化率要达到90-95,这就石墨的圆整度,才能达到要求。
铸铁地轨制作工艺:铸铁地轨球化处理,重土镁球化剂比轻土镁球化剂能提高石墨球圆整度,主要是能力强,轻土镁球程控制得好,并辅以微量元素,也能提高石墨球圆整度。冲入法比转包法铁液质量,故也能提高石墨球圆整度。孕育处理:强化孕育可以提高石墨球圆整度,采用育剂可以提高石墨球圆整度,用球铁屑做球化处理时的形成与非溶解石墨弥散相类似的钝化石墨核心,产生长时间的浓度起伏,大大增加形核率,可以提高石墨球圆整度。尽量度可以提高石墨球圆整度。
铸铁地轨控制:使用冷铁可以提高石墨球圆整度,使用铬铁矿砂可以提高石墨球圆整度,其他能在球铁液共晶转变时冷的措施都可以提高石墨球圆整度。
在改造的小型铸造车间,原有除尘设备可以利用,并补充新的除尘点和风道,若新增设备,可选用风压为5风机,每料每次吸风除尘处理的空气耗量为500,在铸铁地轨砂库上安装密封仓,仓顶安奘吸风口砂的流动分离粉尘。
树脂砂型铸铁地轨的生产:为减低成本,尽量利用原砂处理系统改制,水平输送选用带有磁选的皮带输送机,铸铁地轨垂直输送可选斗式提升机。在输送过程中,要配设强制去灰的除尘设备。砂库可旧物利用,若新制可采用圆锥型砂库,砂库的倾角应大于60°,以容量。铸铁地轨树脂砂生产中,灰尘来源主要有几个方面:树脂膜烧灼后形成的灰尘,涂料烧灼后形成的粉末。铸铁地轨原砂中加带及砂粒破碎后形成的粉尘。因此要求除尘设备不仅要有足够的风量,且要求适当的负压。
联系人威岳机械谢女士15350773479
原文链接:http://www.wxjsj.net/caigou/show-2664.html,转载和复制请保留此链接。
以上就是关于河北泊头铸铁地轨带槽 T型槽地轨配支架询价优惠品牌全部的内容,关注我们,带您了解更多相关内容。
以上就是关于河北泊头铸铁地轨带槽 T型槽地轨配支架询价优惠品牌全部的内容,关注我们,带您了解更多相关内容。