国内外在许多领域里已经开始应用全位置管板自动焊机器人,其功能也在不断地改善和丰富,但是这些设备普遍存在适用范围窄,接缝位置偏差较大的场合难以应用、或者需要手工辅助定位焊接等缺点。 机器人是一个可编程和具有运行程序能力的机械装置,焊接机器人的功能强弱和智能水平很大程度上取决于机器人的可编程能力。随着机器人在生产乃至生活中的应用范围不断地扩大,其所能和所需完成动作的复杂程度也不断提升。

当焊接进行到8~9点区间,运弧高度差需逐渐减小,当到达9点位置时运弧高度应基本等高后快速更换焊条形成接头,继续焊接。当焊接超过9点位置时,9~12点区间我们采用先靠管子侧运弧,后靠板材坡口侧运弧,并且靠管子侧的运弧高度稍高于板材坡口侧。随着焊接继续向12点方向进行,高度差逐渐减小。当焊接进行到12点位置时不能熄弧,仍需继续焊接以超过12点约10mm。
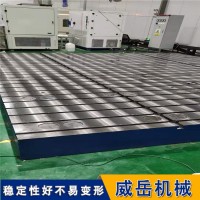
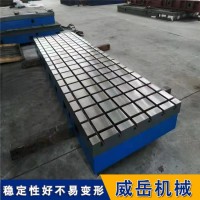
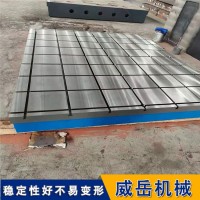
管板焊接 不锈钢管板 管板加工厂家管板焊接变形1.1管板焊接变形的不利影响及的形式焊接变形造成的不利影响是导致管板密封不严,管子拉脱;管板焊接变形常见的有二种形式:(1)管板与壳体焊接后的角变形;(2)管板面拱形变形;(3)管板波浪变形。管板与壳体焊接后的角变形引起了管板面的拱形变形和管板面波浪变形。1.2管板焊接变形的原因管板焊接变形的原因主要是由于筒体与管板焊接的横向收缩变形在厚度方向上的不均匀分布引起的;管板与筒体的焊缝一般为单面单边V型坡口,焊接时焊缝的背面和正面的熔敷金属的填充量不一致,造成了构件平面的偏转,所以这种变形在客观上是绝dui存在的;管板与筒体焊接角变形主要由两种变形组成,即筒体与管板角度变化和管板本身的角厚壁管板沧州昊诚管道管板制造技术要求:为保证穿管的顺利进行,必须保证管板与复层之间管孔的同心度,所以要求复层与管板整体钻孔。管板的加工顺序如下:首先对碳钢管板进行初加工,先加工好密封部分的衬环表面、分程隔板密封部分的矩形槽和复层的表面,然后按图焊接衬环、矩形截面不锈钢嵌条和复层不锈钢板,后进行整体精加工和钻孔。
以上就是关于长春自动涂装设备货真价实「无锡固途焊接设备」布衣神相结局全部的内容,关注我们,带您了解更多相关内容。