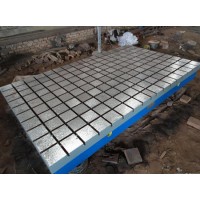






T型槽平台材质:高强度铸铁HT200-300工作面硬度为HB170-240,经过两次人工处理(人工退火600度-700度和自然时效2-3年)使用该产品的精度稳定,耐磨性能好。
T型槽平台精度:按计量检定规程执行,分别为0、1、2、3四个等级。
T型槽平台的质量检测:
1、T型槽平台工作表面不应有锈迹、划痕、碰伤及其他影响使用的外观缺陷。
2、T型槽平台工作表面不应有砂孔、气孔、裂纹、夹渣及缩松等铸造缺陷。各种铸造表面应 型砂、且表面平整,涂漆牢固,各棱边应修钝。在精度等级低于'00'级的平台工作面上,对于直径小于15mm的砂孔允许用相同的材料堵塞,其硬度应低于周围材料的硬度。在工作面上堵塞的部位应不多于四处,其相互之间的距离应不小于80mm。
3、T型槽平台的相对两个侧面上,应设置有安装手柄、吊环等吊装设施的螺纹孔或圆柱孔。设计吊装位置时应考虑尽量减少因吊装而引起的变动。
4、根据用户要求,在板工作面上设置螺纹孔或沟槽后,这些部位不应出现高于工作面的凸起现象。
5、T型槽平台工作面的硬度应为HB170-220。
6、T型槽平台应经过稳定性处理和去磁。
 设备装配的基本技术要点以及基本作用
设备装配的基本技术要点以及基本作用一、装配钳工的基本技术要点
1、划线。装配钳工的划线是需要很高的专业技术,按照图纸描述来对机械设备概况进行作业标记,根据毛坏和半成品做的标记实现点、线、面的切削操作点,保障操作的精准度,画线的内容不同,也决定着划线工具不同,但是一定要保障它的精度和准度,画线内容包括直线、弧线、曲线,角线等等,划线的工具同样起着很大作用,要求的精确度非常高。保证它的精确定位,均匀而清晰,必要的情况下使用彩色笔勾画。划线一定要遵循图纸画,机械设备不同的材质使用不同的色彩,加强其明显度,划线完哔后要重复审核,做到万无一失。
2、削锉。削锉作业在机械装配钳工的领域被广泛推广,它可用于平面削、曲面削等各种比较复杂的表面,也可用于难度比常大的沟槽削锉,不同的操作产生的效果也有很大差异。锉削时,锉刀的握法也非常关键,它关系到锉削精准度和力量的把握度,装配钳工一定要理解动作的概念,以标准的手法和动作,控制其力度,同时还要掌握力度的均衡。在锉削过程中,站姿和站立的位置也是不可忽视的部分,正确的站姿可以减小人体体力的消耗,能保持身体的平衡,便于用力,不会以身体接触锉刀,提高安全系数,保证人身安全。削锉过程中要力争锉面与材料保持水平作业,避免发生力度不均匀导致材料受损,产生裂纹,同时还要保证锉刀不出台,选用木制保护片来确保锉削工艺正确实施。
3、锯削。锯削操作是利用锯这一工具对材料切断和割断的最基本的操作,一般采用丁字步的方式站立,基本要领:右手握稳锯弓的手把,左手扶弓上翘,右手有向下压的力道,用满个锯条,回拉时右手要稍微上抬,整个过程要把持锯弓的稳度,锯削时要注意在工件要断时减小压力,同时还要注意控制好锯削力度,防IF锯条断裂,以免造成入体受伤。
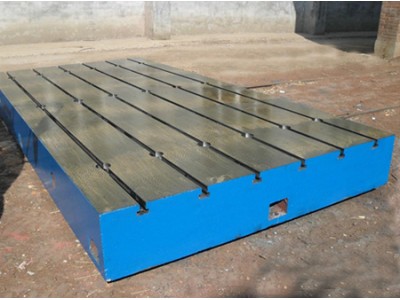
在铸铁平板使用过程中,要注意避免工件和平板的工作面有过激的碰撞,防止损坏平板的工作面;工件的重量更不可以超过平面的额定载荷,否则会造成工作质量降低,还有可能破坏平板的结构,甚至会造成铸铁平板变形和损坏,无法再使用。
二、机械装配的基本作用
机械装配是针对批量生产的工程机械装配,使其达到拥有批量生产的功能作用,同时,还能解决复杂化的机械装配面临的问题,使工程机械的经济成本得到有效控制,土曾强工程机械装配的实效性。除此之外,现如今装配工艺水平不断提升,现代化工程机械装配的方式得到了创新发展,有利于增强工程机械性能与使用期限,相比于固有的机械装配工艺,其优越性、实用性更加显著。同时,随着我国机械工程行业不断壮大,与其相关的装配工艺技能也得到了进一步提升。为此,现代化工程机械装配工艺应运而生,有利于完善工程机械性能,使工程机械在诸多领域中广泛运用,这对于推动我国工程机械化水平提高而言意义十分重大,发挥着不可忽视的促进作用。
河北新创工量具制造有限公司(http://www.hbxcglj.com)主要产品有各种规格花岗石平台、划线平板、T型槽平板等。产品广泛应用于电站、冶金、机械、化工、船舶、科研、环保、航空、汽车、农机、电器、仪表、医疗器械、五金等生产领域。为了方便用户,可根据客户要求加工订做各种非标准量具,并承接树脂砂铸造。灰口铸铁件、球墨铸铁件及铸钢件。汽轮机厂的垫箱、机床厂的床身、立柱、横梁、工作台、变速箱体铸件业务和机械加业务等等。
原文链接:http://www.wxjsj.net/chanpin/show-2366.html,转载和复制请保留此链接。
以上就是关于河北铸铁平板定制加工|新创工量具|厂家经营T型槽平台全部的内容,关注我们,带您了解更多相关内容。
以上就是关于河北铸铁平板定制加工|新创工量具|厂家经营T型槽平台全部的内容,关注我们,带您了解更多相关内容。