



1、包装风格:晶振原厂出库的晶振,都是统一要求包装,包装风格外观干净大方,外盒有明显带有公司商标或者公司名称的产品标签,封装标签中含有产品型号、规格大小、精度要求、电阻多少、数量多少、QC检测确认、生产日期等主要晶振参数信息,便于用于客户方面核查入仓和生产、核对,也是产品生产全程可追溯的重要一环。
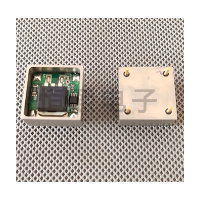
2晶振外观观察:从外壳到基座及引线,有条件的可以使用放大镜观看,从不同角度进行不同方位的检查,光亮程度是否有模糊的地方,外壳是否干净等,新的晶振外表基本没有明显的手印和附带的其他碎屑,外壳和基座之间的压封贴合部分整齐不突出并无瑕疵。而鱼龙混杂电子市场等很多晶振做工很粗糙,肉眼就可观测到外观有缝隙,压封贴合有不同程度的突起和变形,有无光泽、甚至有轻微发黄和氧化的现象即为劣质产品。还有一种是外观二等品,其性能都是好的,只是在外观检测不过关,所以就只能算是外观二等品。
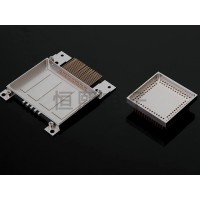
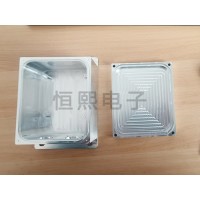
 晶振外壳保护壳如何加工制作以及生产过程
晶振外壳保护壳如何加工制作以及生产过程一、晶振外壳保护壳如何加工制作
1、晶振外壳加工接到加工指令后,了解加工图的含义,重新检查图中所示数据与数据是否一致,然后在温和条件下进行领料手续,如有疑问及时反馈上级。
2、根据清单所列材料的型号和规格。颜色经库管员审核签字后,核对表内数量后,前核对晶振规格。外观质量:外表面无腐蚀、氧化、划伤等缺陷。弧形弯曲经检验员检验后加工。
3、锯切常规角度晶振。根据锯切机的操作规范,晶振外壳用双头晶振刀对锯切机进行调试,试着根据排样台锯切一台,检查批量锯切前自检的长度、角度、表面等方面。锯切小余45度或大余135度角晶振:先用双头锯切材料,然后用单头角晶振切割机根据图纸所示角度调试一台锯机试锯,检查自检的长度、角度、表面等方面。
4、根据图纸要求,晶振外壳将需要钻铣的加工件锯切后,用产品转运车将产品转运到加工区进行数控加工,然后钻铣沟槽。对于加工缺口较少或相对简单的零件,在普通钻铣床上钻削缺口时,加工前应按锯铣床的操作规程对钻铣床进行调试。钻、铣槽口加工前,应符合互检规程的要求,并对前道工序的加工部位进行检查,看是否有误差,防止不合格品的发生。同时制定自检要求,防止不合格品进入下道工序。
5、对于加工后的产品,由产品转运车将产品转运至产品等待区进行产品检验。质检员根据图纸和产品检验规范的要求对产品进行检验,确认出厂产品合格率。
6、检查合格产品,用产品转运车将产品转运至产品包装区进行产品包装,并根据产品表面处理方法选择保护膜。包装时,应将保护膜平贴在产品上,不得有过多气泡,否则保护膜易脱落。在包装过程中注意保护产品,避免在包装过程中划伤产品。
二、晶振外壳冲压生产过程中需注意的问题
晶振具有质量轻、散热性好、易加工、耐腐蚀性能优良等特点,所以晶振产品深受广泛应用。很多的商品的外壳是用晶振材质,而晶振外壳大多数是用晶振板材二次加工得来,在大批量生产时,晶振外壳的加工以冲压为主。在冲压生产时晶振外壳特别容易被压伤、刮花。所以在晶振外壳的模具制作和冲压生产过程中需注意以下要点:
1、晶振材质较软,为了防止冲压过程中晶振发生变形、移位。在冲压模具上设置的定位,定位装置需要表面光滑无菱角。这样可以的减少晶振外壳冲压造成的不良。
2、合理的设计模具间隙,防止晶振外壳出现鼓包,塌角等现象。
3、晶振外壳设计结构时,尽量避免出现深沉孔,因为晶振外壳后工艺大部分都需要阳极氧化,阳极氧化时深沉孔容易藏酸。
4、模具的所有刀口都要用慢走丝线割,因为快、中走丝线割出的模具刀口不平整,冲压时晶振外壳刀口位置容易出现毛刺和狗牙现象。
5、晶振外壳冲压时,晶振板材需贴PE膜。PE膜能地减少刮花和压伤。
6、生产过程中,要保持模具、冲压平台、转运吸塑盘的清洁无杂质。
7、晶振是热的良导体,容易传导热也容易发热,故在冲压时需要经常在材料上和模具上涂抹拉伸油降温,也能起到润滑的作用。
8、生产时,如晶振外壳出现毛刺过大或塌边现象,就要尽快联系模具部进行修模待产。
9、晶振外壳冲压时,操作人员每20-30个就要撕开PE膜检查晶振外壳是否有冲压不良现象,如:模印、压伤、刮花、鼓包、塌角、卷边。
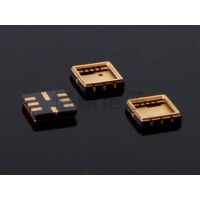
沧州恒熙电子有限责任公司(http://www.hengxidianzi.com)主营多种不同型号的晶振外壳、电源外壳、金属封装外壳,配备镀金、镀镍、镀锡、电泳漆、阳极氧化等表面处理加工车间、全部实现本厂自主生产加工能、缩短交期等问题。产品远销北京、上海、广州、深圳、西安、等地。
原文链接:http://www.wxjsj.net/chanpin/show-24419.html,转载和复制请保留此链接。
以上就是关于甘肃晶振外壳|沧州恒熙电子公司生产规格36X27X12.7全部的内容,关注我们,带您了解更多相关内容。
以上就是关于甘肃晶振外壳|沧州恒熙电子公司生产规格36X27X12.7全部的内容,关注我们,带您了解更多相关内容。