






当铸铁平台高度较大时,中同砂箱可以是多个,多箱感型增加了造型工时,操作复杂,生产效率低,铸铁平台尺寸精度不高。在铸件不太大,单件或小批量生产并有现成砂箱或分模的条下,可采用多箱造型。
凸出部分且其距分型面有一定的距离时铸铁平台造型起模时便会受阳,为了减少铸铁平台分型面的数目或避免挖砂操作,可以将凸出部分做成活块活快一般用销钉或燕尾槽与模样主体相连接。铸铁平台活块较小时,采用销钉与模样主体连接定位;活块较大时,通常采用燕尾槽连接定位。再用弯曲的铸铁平台起模针通过型腔取出活块,活块造型时,如果活块是用销钉连接的,则在活块四周的型砂春实后,应先起出主体模样。
铸铁平台活块造型操作复杂,对操作者的技术要求较高,生产效率低,铸铁平台的尺寸精度常因活块位移而受到影响,只适用于单件或小批量生产。机器造型时一般不采用这种方法,且修型和刷涂料操作不方便。
铸铁平台砂芯造型砂芯可以形成铸件内腔,这种砂芯称为内型芯。铸铁平台砂芯也可以形成铸铁平台外轮廓,即由砂芯代替型砂成为砂型的一部分,这种砂芯称为外型芯。在机器造型时,挖砂造型、活砂造型、活块造型、三箱造型等影响生产效率,而砂芯造型是很好的方法。
铸铁平台实物造型在零件结构简单单件生产及有实物的情况下,不必制造模样,可利用零件实物代替铸铁平台模样造型,这种用零件作为模样的造型方法称为实物造型。轮形零件的实物减型过程相比有下列特:起模型时应扩出件收缩量及机械加工余量:需要用砂芯形成铸铁平台内腔时,在铸铁平台造型前要在零件上配置好芯座模: 铸铁平台实物造型比模样造型起模困难阻碍起模的砂型部分可采用铸铁平台活砂造型的方法解决。
铸铁平台刮板造型除了采用上述与铸件形状相似的实体模样进行实模造型外,在某些情况下还可用与铸铁平台截面或轮廓形状相似的刮板代替实模,刮制出砂型型腔,这种铸铁平台造型方法称为刮板造型。根据刮制砂型时运动方式的不同,铸铁平台刮板分为两种:绕轴回转刮制回转体铸件的刮板称为车刮板,移动刮板刮制横截面不变铸件的刮板称为导向刮板。利用铸铁平台刮板刮制铸型的当旋转体铸件尺寸较大,生产数量较少时,采用刮板造型。
与铸铁平台实模造型相比,刮板造型操作复杂,耗费工时多,对操作人员的技术要求也较高。小型铸件,用铸铁平台刮板造型没有实模造型的尺寸精度高。但对于大中型铸件,若用铸铁平台实模造型,则铸铁平台模样尤其是薄壁的木模样容易变形,而且模样越大起模时造成的型腔尺寸误差也越大,所以实模造型反而不如刮板造型的尺寸精度高。而且刮板造型能节省大量的制模材料和工时,并能铸造出铸铁平台壁厚比较均匀的壳类铸件。因此,当铸铁平台尺寸较大、形状能用刮板制出且为单件成小批量生产铸铁平台时,通常选用刮板造型。
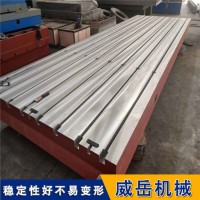
联系人威岳机械谢女士15350773479
以上就是关于铸铁平台 250牌号铸铁 承包安装 试验平台 加工全部的内容,关注我们,带您了解更多相关内容。