




 铝铸件表面氧 化的原因分析和工艺设计注意因素
铝铸件表面氧 化的原因分析和工艺设计注意因素(一)、铝铸件表面氧 化的原因分析
铝铸件表面氧 化的原因分析。很多金属的设备,在使用中,如果没有得到很好的养护的话,是很容易氧 化生锈的。铝铸件作为金属产品也是这样的。所以我们在使用的时候要弄清楚氧 化的原因,同时找到相应的解决方法。让我们铝铸件厂家来讲讲吧。
1.原因分析:经过我们的观察与研究,发现引起铝铸件表面氧 化的因素有很多,主要有以下几种原因,铝铸件的设备在使用过后没有进行良好的清洁,导致有很多物料杂质粘结在铝铸件表面,就氧 化了;或者是铝铸件中的溶液,一般含有金属元素,长时间泡在设备中,也会产生氧 化;还有就是设备在操作过程中使用不当,造成设备的损坏而氧 化的。
2.解决办法:面对以上的氧 化原因,我们需要根据实际情况采取正确的措施,在使用铝铸件之后及时的清洗干净,保持铝铸件表面没有其它的杂质和污染;提高物体的浇注能力,采用适当的生产方式生产;及时清理设备中的金属溶液,清理干净以后用清水灌注,反复几次,彻底清洗;对于生产物料的处理,将物料中含有的杂质的清理,适当降低设备的使用时间。
(二)、铝合金压铸件管体工艺设计注意因素
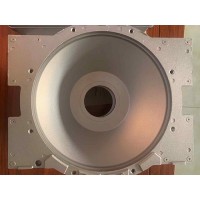
该类铝合金压铸件一般采用砂型铸造。铝合金压铸件高度一般高于1m,体身分段间隔开孔,而两端面难以设置泥芯芯头。
此类铝合金压铸件在工艺设计时要注意以下因素:一是由于管体两端面难以设置芯头,故一般采用砂型铸造立浇工艺,壁厚较厚的一端朝上,以便于冒口补缩。二是由于无法在底部设置芯头,可在管体侧面做出间隔的悬臂芯头,对分段泥芯进行定位和支撑。三是该铝合金压铸件宜采用底注,使铝液平稳上升,切忌顶注,以防铝水充型产生飞溅。
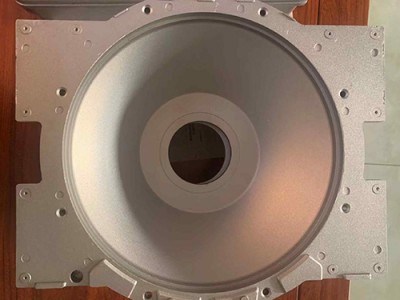
四是外模在中段分模及分型,一方面便于分段下芯,另一方面在造型中可检查型腔壁厚。此外,若管体壁厚过薄,导致补缩通道过窄时,还可在分型面处设置补缩包进行分段补缩。
用于测量装置上的量规管体,材质为ZL104,该铝合金压铸件高为1260mm,筒体长为890mm,筒体壁厚为40mm。考虑到花头上4格花瓣上孔外壁厚为60~100mm,故在砂型铸造立浇工艺中,把花头放在上端,在其上设置4个冒口。由于花头壁厚较大,补缩通道没有问题,故只需观察下端的筒体,其高度/壁厚=21.8,卒卜缩通道尚可,不需进行分段补缩。铝合金压铸件两端面均为十字筋结构,不能设置芯头。现将主体泥芯分为3段,且每段均在侧面做出悬臂芯头。用一组直浇道进行底注,并在筒体上分型面处接入,以改变铝合金压铸件的温度梯度和铝液的流程,干型干芯。该产品毛坯质量为350kg,工艺出品率为72%。
泊头市瑞泰压铸件有限公司(http://www.ruitaiyazhu.com)各种型号铝合金铸件、锌合金压铸件、压铸模具生产车间一个及铸件加工车间,可为客户提供优良的模具及工装制作。真诚的服务,与朋友携手并肩向市场的和广度奋进。欢迎新老客户来电咨询。
原文链接:http://www.wxjsj.net/chanpin/show-35061.html,转载和复制请保留此链接。
以上就是关于湖南铝合金铸件厂家|瑞泰压铸件厂家直营铝铸件全部的内容,关注我们,带您了解更多相关内容。
以上就是关于湖南铝合金铸件厂家|瑞泰压铸件厂家直营铝铸件全部的内容,关注我们,带您了解更多相关内容。