




大家都知道铸铁划线平台的平面度等级可分为0级、1级、2级、3级,关于铸铁划线平台的高平面度是如何达到的,相信大家心里都有一个问号,下面我为大家解析一下。
通过刮削过程获得铸铁划线平台的平面度。刮削铸铁划线平台是在机床制造和维修中完成各种型材的重要方法(例如机床导向表面、连接表面、轴承衬套、与球面等)。大连铸铁平 台的刮削过程用刮刀刮掉处理过的工件表面的痕量金属,以提高表面形状的准确性。 通过表面之间的接触改善了夹紧工作。
铸铁划线平台刮削通常由钳工的手持刮刀操作,具有平面和弯曲刮削(见图)。刮刀通常由碳素I具钢或轴承钢制成。后端配有木制手柄,刀片部分硬化至硬度约为HRC60,切削刃磨削。切割工件的表面,刮削余量为0.05至0.4mm。检查板的平面刮削操作分为两种类型:推动刀片和拉拔刀片。推力主要依靠臂力和踝部的推力,切割力大,适用于大面积粗刮和半细刮。拉动行程仅依靠臂力加压和拉回,切割力小,但刮削长度易于控制,适合细刮和刮擦。当刮擦表面时,弯曲的刀片由腕力控制,并且侧边沿着工件表面刮擦。
铸铁划线平台刮削表面的质量通常通过均匀分布在25x25mm区域上的点数来测量。通常,连接表面需要5到8个点;一般导向面需要8到16个点;平面、扁平表面和滑动配合导向表面需要16到25个点;一些高平面度测量工具表面要求为25至30点。 在刮擦后的暴露表面上,有时刮下整齐的鱼鳞或斜纹图案以改善外观。精加工或磨削后,精细平面滑动表面应用精细的新月形图案或链状图案,以改善工作期间的润滑条件并提高耐磨性。铸铁划线平台每次抓取之前,为了识别工件错误的位置和范围,有必要在平面、平面、或工件匹配部分上应用非常薄的显示代理(也可以应用于工件) ),然后与工件一起研究后,将清楚地显示工件表面的- -些颠簸,这个过程称为显示点。常用的显示剂是红丹油(氧化铁或氧化铅加机械油调制)或蓝油(普鲁士蓝与蓖芝麻油或机械油调制)。在显示之后,刮掉所示的凸起部分。在重复点和刮擦之后,工件表面上显示的点数逐渐增加并均匀分布,这表明表面的形状误差逐渐减小。
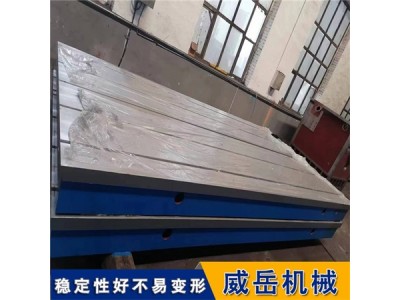
只要达到以上要求,就能保证铸铁平台的平面度了,在包装与运输的时候也有要求。包装主要是以木箱包装,选用厚质木材覆盖在平台的工作面上,必要时做全封闭包装,包装前平台的工作台-定要做好防锈处理。在运输的时候也-定要检查好,看是不是有悬空,有的话一 定要垫实,运输时要避免振动,平台不要摞放过高以免挤压变形。
官方网址:http://www.chinaweiyue.com/
联系人 销售部经理 高女士13231722614 竭诚为您服务!
以上就是关于铸铁划线平台装配平台2米*3.5米图纸加工厂家直销全部的内容,关注我们,带您了解更多相关内容。