



机床工作台消失模铸造是把与铸件尺寸形状相似的泡沫模型粘结组合成模型组,刷涂耐火涂料并烘干后,埋在机床工作台树脂砂中造砂型,在铁水浇铸的同时,使模型气化,液体金属占据模型位置,凝固冷后形成机床工作台的新型铸造方法。消失模铸造是一种近无余量、成型的新工艺,该工艺无需取模、无分型面、无砂芯,因而铸件没有飞边、毛刺和拔模斜度,并减少了由于型芯组合而造成的尺寸误差。
机床工作台金属液中的氧化物过多①炉料中的氧化物过多。使用感应炉熔炼时,炉料锈蚀较多、较重,或使用回炉料的比例较大,回用的次数较多,均会增加金属液中的氧化物。②机床工作台金属液脱氧不充分。脱氧剂的选择要达到既能使金属液充分脱氧,又能达到脱氧后形成的氧化物熔点低,易于聚和上浮的目的。脱氧剂的加入量少,金属加工真不错影响脱氧效果,金属加工真不错使金属液中残留过多的氧化物。③熔炼工艺不当或操作不当,金属液中的氧化物没有除去干净等;机床工作台炉料熔化过程中,金属液表面露的时间长,使合金元素的氧化机会增多。预脱氧后,停电静置时间短,金属液中的氧化物没有及时、上浮;终脱氧不充分,浇注过程中产生二次氧化等。
机床工作台型壳面层材料中的氧化物过多据相关资料介绍,由于锆砂具有导热性好,蓄能力大,耐火度高等优点,在生产不锈钢熔模铸件时,采用锆砂作为机床工作台型壳面层耐火材料。纯耐火度为2000℃以上,但是随着杂质含量的增加,耐火度相应下降。当锆砂中含有Ca、Mg氧化物杂质时分温度会下降到1300℃左右,当含有K氧化物时,其分温度会下降到900℃左右。锆砂是ZrO2•SiO2二元系中的化合物,其分时析出的无定形的SiO2具有很高的活,能与金属中的Cr、Ni、等合金元素在高温下发生化学反应,致使机床工作台的表面产生麻点。
机床工作台常用的铸造方法。手工造型适用于单件、小批量和难以使用造型机的形状复杂的大型铸件。机床工作台工艺特点:手工造型:灵活、易行,人工劳动强度偏高,尺寸精度和表面质量较好。机床工作台砂型铸造是当今铸造业中使用普遍的铸造工艺,适用于各种材质,铁合金,非铁合金铸造都能用砂型铸造。可以生产从几十公斤到几十,及的铸造件。机床工作台砂型铸造的优势是:生产成本低。
如某熔模铸造厂生产不锈钢铸件,原来机床工作台型壳面层材料选用石英砂/粉,严重时铸件的麻点问题约占80.后来更换锆英砂/粉(没有进行来料检验)和硅酸乙酯水解液作为粘结剂时,铸件的麻点问题有所降低,但仍然在50左右。当采取来料检验,控制锆英砂/粉中的氧化物后,机床工作台的麻点问题不仅数量大幅度较少,而且麻点问题的程度也明显减轻。
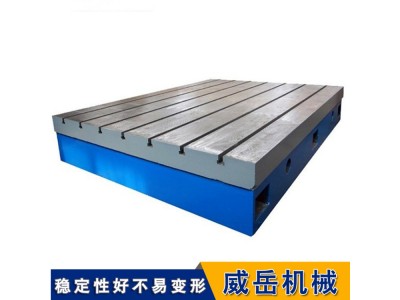
机床工作台低成本的原因:由于机床工作台模型采用泡沫型面不是木型。泡沫型的优点:很方便、工期短、成品率也比较高、成本低。机床工作台的泡沫型制造,是一项非常重要的基础环节,这一项工作如果做好了,平板的工作就算做好了三分之一了。机床工作台泡沫型的制造要严格的按照客户提供给我们的机床工作台加工图纸进行制造,各方面的设计要达到合理,机床工作台的板面,侧围的加工量要预留好,因为机床工作台在铸造出来后,这两个重要部位,从机床工作台精度方面还是从美观的方面都是需要加工的。
联系人威岳机械谢女士15350773479
原文链接:http://www.wxjsj.net/shangji/show-3003.html,转载和复制请保留此链接。
以上就是关于五米六米机床工作台配比把关机床平台板筋支撑结构全部的内容,关注我们,带您了解更多相关内容。
以上就是关于五米六米机床工作台配比把关机床平台板筋支撑结构全部的内容,关注我们,带您了解更多相关内容。




